
 2026-05-08
2026-05-08 تولید شفت محرک فرآیند طراحی، شکلدهی، ماشینکاری، مونتاژ و آزمایش اجزای مکانیکی دوار است که گشتاور و نیروی دورانی را از یک موتور یا موتور به چرخها، محورها یا سایر اجزای محرک منتقل میکنند. شفت محرک - که بسته به کاربرد، شفت پروانه، شفت پروانه یا میل محرک نیز نامیده می شود - باید به طور همزمان بارهای پیچشی بالایی را تحمل کند، در برابر نیروهای دینامیکی در مقابل خم شدن مقاومت کند، در تلرانس های تعادلی دقیق عمل کند و سال ها بارگذاری خستگی چرخه ای را بدون شکست تحمل کند. بنابراین، درست کردن فرآیند تولید، فقط برش دادن فلز به شکل نیست. این نیاز به دنباله ای کاملاً کنترل شده از انتخاب مواد، عملیات شکل دهی، ماشینکاری دقیق، عملیات حرارتی، تکمیل سطح، مونتاژ و بازرسی دقیق کیفیت دارد.
شفتهای محرک در طیف وسیعی از کاربردها مورد استفاده قرار میگیرند - ماشینهای سواری، کامیونهای تجاری، ماشینآلات کشاورزی، گیربکسهای صنعتی، سیستمهای نیروی محرکه دریایی، سیستمهای محرک هوافضا، و توربینهای بادی، همگی به شفتهای محرک تولیدی با اندازهها، مواد و الزامات عملکردی متفاوت متکی هستند. در حالی که فرآیندهای خاص بسته به کاربرد متفاوت است، چالشهای اساسی تولید ثابت هستند: دستیابی به دقت ابعادی مورد نیاز، استحکام مکانیکی، سختی پیچشی و تعادل چرخشی در اهداف هزینه و نرخ تولید.
این مقاله از طریق فرآیند کامل تولید شفت محرک - از انتخاب مواد خام تا بازرسی نهایی - شامل تولید شفت درایو خودرو و تولید شفت صنعتی، با جزئیات عملی در مورد تجهیزات، فرآیندها، تحملها و کنترلهای کیفیت در هر مرحله میپردازد.
ماده انتخاب شده برای محور محرک استحکام، وزن، عمر خستگی، ماشین کاری و هزینه آن را تعیین می کند. سازندگان شفت محرک بسته به نیازهای گشتاور، سرعت عملیاتی، اهداف وزن و حجم تولید برنامه از چندین دسته مواد انتخاب می کنند.
فولادهای کربنی و آلیاژی ماده غالب برای تولید محور محرک در خودروها، کامیونها و کاربردهای صنعتی هستند. فولادهای کربن متوسط مانند SAE 1045 به دلیل ترکیب خوب استحکام، چقرمگی و ماشینکاری با هزینه نسبتا کم، به طور گسترده برای شفت های جامد در کاربردهای با گشتاور کمتر استفاده می شوند. برای کاربردهای با گشتاور بالاتر یا بحرانی خستگی، فولادهای آلیاژی مانند SAE 4140 (فولاد کروم-مولیبدن) و SAE 4340 (فولاد نیکل-کروم-مولیبدن) مشخص شده اند. این گریدها پس از عملیات حرارتی، بازده و استحکام کششی بسیار بالاتری را ایجاد میکنند - 4140 معمولاً بسته به عملیات حرارتی به استحکام تسلیم 650 تا 1000 مگاپاسکال میرسد، در حالی که 4340 میتواند به 1400 مگاپاسکال یا بالاتر در کاربردهای هوافضا و مسابقهای برسد. فولادهای سختشونده مانند SAE 8620 زمانی استفاده میشوند که به یک سطح سخت و مقاوم در برابر سایش همراه با یک هسته سخت نیاز باشد، مانند شفتهای محرک که باید در برابر فرسایش و سایش در رابط اسپلاین مقاومت کنند.
بیشتر میلهای محرک خودروها و کامیونها از لولههای فولادی توخالی به جای میلههای جامد استفاده میکنند. یک لوله توخالی تقریباً همان سختی و استحکام پیچشی یک محور جامد با همان قطر خارجی اما در کسری از وزن را فراهم می کند، زیرا تنش پیچشی در سطح بیرونی بالاترین است و ماده مرکزی کمک کمی به مقاومت پیچشی دارد. لوله های فولادی بدون درز سرد (معمولاً 1026 یا 1020 DOM - که روی سنبه کشیده می شوند) استاندارد برای تولید لوله میل محرک خودرو هستند. ضخامت دیواره لوله، قطر بیرونی و درجه فولاد از طریق محاسبات تنش پیچشی و خمشی انتخاب میشوند تا نیازهای گشتاور و سرعت بحرانی خودرو را برآورده کنند.
میلهای محرک آلومینیومی - که عمدتاً از لولههای آلیاژی 6061-T6 یا 7075-T6 تولید میشوند - در مقایسه با شفتهای فولادی معادل 60 تا 65 درصد کاهش وزن را ارائه میدهند. این کاهش وزن باعث بهبود مصرف سوخت خودرو، کاهش اینرسی چرخشی (بهبود پاسخ شتاب) و کاهش NVH (صدا، لرزش، سختی) با افزایش سرعت بحرانی شفت می شود. تولید میل محرک آلومینیومی در خودروهای پرفورمنس، کامیون های سبک و برنامه های مسابقه ای رایج است. چالش اصلی تولید با آلومینیوم، دستیابی به اتصال قابل اطمینان یا اتصال انتهایی است - استحکام کمتر آلومینیوم نیاز به طراحی مفصل دقیق دارد، که اغلب از روشهای جوشکاری اصطکاکی یا اتصال فشاری و پیچ و مهره به جای جوشکاری قوس الکتریکی معمولی استفاده میکند.
میلهای محرک پلیمری تقویتشده با فیبر کربن (CFRP) بالاترین سفتی خاص و کمترین وزن را نسبت به هر ماده محور محرک ارائه میدهند، و آنها را به انتخاب ارجح در کاربردهای خودروسازی، موتوراسپرت و هوافضا با کارایی بالا تبدیل میکند که وزن و دینامیک چرخشی در آنها اهمیت دارد. در تولید میل محرک CFRP از سیم پیچی رشته ای استفاده می شود - فرآیندی که در آن یدک های فیبر کربن آغشته به رزین اپوکسی روی یک سنبه در زوایای دقیق پیچیده می شوند تا سفتی پیچشی و خمشی مورد نیاز ایجاد شود - و سپس در اتوکلاو یا اجاق پخت می شود. اتصالات انتهایی فلزی به لوله کامپوزیت متصل شده و به صورت مکانیکی محکم می شوند. شفتهای فیبر کربنی میتوانند به سرعتهای بحرانی ۲ تا ۳ برابر بیشتر از شفتهای فولادی معادل دست یابند و به شفتهای تکتکه اجازه میدهند تا در کاربردهای طولانیتر جایگزین مجموعههای فولادی دو تکه شوند.
یک فرآیند کامل تولید میل درایو شامل چندین عملیات متوالی است. هر مرحله بر اساس مرحله قبلی است و کنترل کیفیت در مراحل میانی برای جلوگیری از اشتباهات ترکیبی که بر عملکرد محصول نهایی تأثیر می گذارد ضروری است.
بسته به روش تولید، مواد خام به صورت استوک میله ای برش خورده، لوله بدون درز یا لوله سیم پیچی به سازنده شفت محرک می رسد. برش اره سرد یا چرخ های برش ساینده مواد را به طول ناهموار با مقدار کمی ماشین کاری برش می دهند. انتهای بریده شده برای حذف لبه های تیز که می تواند به ابزار پایین دست آسیب برساند یا غلظت تنش ایجاد کند، جدا می شود. برای شفت های لوله توخالی، صافی لوله در این مرحله تأیید می شود - لوله های با کمان بیش از حد قبل از پردازش بیشتر رد یا صاف می شوند، زیرا صاف بودن لوله مستقیماً بر خروجی و تعادل شفت نهایی تأثیر می گذارد.
اتصالات انتهایی میل درایو - یوک ها، فلنج ها و میل های خرد - معمولاً قبل از اتصال به لوله به طور جداگانه توسط آهنگری گرم یا آهنگری سرد ساخته می شوند. آهنگری داغ شمش فولادی را تا دمای 1100 تا 1250 درجه سانتیگراد گرم می کند و آن را تحت فشار زیاد در یک مجموعه قالب شکل می دهد. آهنگری داغ قطعاتی با جریان دانهای عالی در راستای هندسه قطعه تولید میکند که در نتیجه استحکام خستگی بالاتری نسبت به جایگزینهای ماشینکاری شده از میله دارد. سپس قطعات فورج شده بریده می شوند، برای از بین بردن رسوب با گلوله انفجاری و به عملیات ماشینکاری منتقل می شوند. برای تولید خودرو با حجم بالا، آهنگری سرد اتصالات انتهایی کوچکتر نیز رایج است - آهنگری سرد تحمل ابعادی محکمتری را ایجاد میکند و سطح بهتری را مستقیماً از فورج میکند و نیازهای ماشینکاری بعدی را کاهش میدهد.
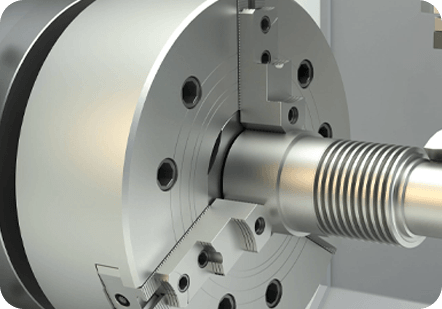
عملیات چرخش دقیق، قطرهای بحرانی، سطوح ژورنال یاتاقان و ویژگی های شانه محور محرک را تعیین می کند. مراکز تراشکاری CNC شفت بین مراکز را ماشین میکنند (با استفاده از سوراخهای مرکزی که در هر دو انتها قرار گرفتهاند) تا هممرکزی را در تمام قطرهای چرخشی حفظ کنند. تلورانس های ژورنال بلبرینگ معمولاً برازش های h6 یا k6 هستند - که به دقت قطری در 10 تا 20 میکرومتر نیاز دارند - از طریق تراشکاری نهایی و سپس سنگ زنی استوانه ای حاصل می شود. بسته به هندسه و حجم اسپلاین، مقاطع اسپلینت شده با فرز کردن، بریچینگ، یا فرز CNC تولید می شوند. اسپلاینهای خارجی روی میلهای محرک خودرو معمولاً به جای برش، نورد سرد میشوند - نورد سرد فلز را به سمت بیرون جابهجا میکند تا دندانهای اسپلاین را تشکیل دهد و سطحی سخت شده با تنشهای پسماند فشاری ایجاد میکند که به طور قابل توجهی عمر خستگی را در مقایسه با اسپلینهای ماشینکاری شده بهبود میبخشد.
برای میلهای محرک فولادی، لولهها و یوکها یا فلنجهای انتهایی با جوشکاری به هم متصل میشوند - که معمولاً جوشکاری اصطکاکی (دوار یا خطی) یا جوشکاری MIG/MAG است. جوشکاری اصطکاکی روش ارجح در تولید میل محرک خودرو با حجم بالا است زیرا جوشهایی با کیفیت بالا و کاملاً یکپارچه و بدون فلز پرکننده، تخلخل یا منطقه متاثر از حرارت (HAZ) مرتبط با جوشکاری فیوژن تولید میکند. در فرآیند جوشکاری اصطکاکی، یک جزء با سرعت بالا می چرخد در حالی که دیگری ثابت نگه داشته می شود و در برابر آن به صورت محوری فشرده می شود. گرمای اصطکاکی ماده رابط را پلاستیکی می کند و هنگامی که چرخش متوقف می شود، نیروی فورج محوری اتصال را محکم می کند. اتصالات میل محرک با جوش اصطکاکی 90 تا 100 درصد استحکام فلز اصلی را به دست می آورند و می توانند در زمان های چرخه 15 تا 30 ثانیه در هر اتصال تولید شوند. برای شفت خودروهای صنعتی و تجاری با حجم کمتر، جوش MIG با پیش گرمایش مناسب و بازرسی پس از جوش، روش اتصال استاندارد است.
عملیات حرارتی پس از ماشینکاری و جوشکاری، خواص مکانیکی مورد نیاز را در مواد شفت ایجاد می کند. از طریق سخت شدن (کونچ و تمپر) شفت های فولادی آلیاژی، مواد را به سختی و استحکام کششی مشخص می رساند - معمولاً 28-35 HRC برای شفت های صنعتی عمومی و 38-48 HRC برای کاربردهای با کارایی بالا. سخت شدن القایی به طور گسترده ای برای سخت کردن انتخابی ژورنال های یاتاقان، خطوط و سایر سطوح سایشی روی شفت بدون سخت شدن کل جزء استفاده می شود. فرآیند القایی با استفاده از القای الکترومغناطیسی، یک ناحیه موضعی را بسیار سریع گرم میکند، و به دنبال آن خنککننده فوری خاموش میشود، و یک لایه سطحی مارتنزیتی سخت (معمولاً 1 تا 3 میلیمتر عمق) با یک هسته سخت نشده سخت ایجاد میکند. سطوح سخت شده القایی معمولاً به 55-62 HRC می رسند و تنش های پسماند فشاری مفیدی دارند که مقاومت در برابر خستگی را افزایش می دهد. پس از سخت شدن، تمپر کردن در دمای پایین در دمای 150 تا 200 درجه سانتیگراد، تنش های خاموش را بدون کاهش قابل توجه سختی کاهش می دهد.
عملیات حرارتی و جوشکاری همواره مقداری اعوجاج در شفت ایجاد می کند. صاف کردن بر روی یک دستگاه صاف کننده پرس یا یک سیستم صاف کننده با کنترل CNC انجام می شود که خروجی شفت را در چندین نقطه اندازه گیری می کند و نیروهای خمشی کنترل شده را اعمال می کند تا شفت را در محدوده تحمل صافی مشخص شده قرار دهد - معمولاً 0.2 تا 0.5 میلی متر خروجی نشانگر کل (TIR) در طول کل شفت برای کاربردهای خودرویی و به عنوان TIR05 به عنوان tight. صاف کردن باید با دقت انجام شود تا از فشار بیش از حد محور یا ایجاد تنش های پسماند که باعث خم شدن مجدد در سرویس می شود جلوگیری شود.
سنگ زنی استوانه ای ژورنال های بلبرینگ و سطوح آب بندی، ابعاد را به تحمل نهایی می رساند و سطح مورد نیاز را به دست می آورد. ژورنال های بلبرینگ در شفت های صنعتی دقیق معمولاً تا 0.4 تا 0.8 میکرومتر Ra زمین می شوند و تا 5 میکرومتر گرد می شوند. سنگ زنی بدون مرکز برای پین های سخت شده و قطرهای شفت کوچکتر که در آن سنگ زنی بین مراکز غیرعملی است استفاده می شود. برخی از برنامهها برای به حداقل رساندن اصطکاک و سایش یاتاقانها نیاز به کار فوقالعاده دارند (هنگ کردن یا چسباندن ژورنالهای یاتاقان به Ra زیر 0.1 میکرومتر). لایه برداری سطحی در نواحی حساس به خستگی - به ویژه در شعاع فیله، خروجی های اسپلاین و انگشتان جوش - اعمال می شود تا تنش های پسماند فشاری مفیدی را ایجاد کند که طول عمر خستگی را 20 تا 50 درصد در مقایسه با سطوح بدون لایه برداری افزایش می دهد.

بالانس دینامیک یکی از مهمترین عملیات در تولید میل محرک و یکی از مواردی است که اغلب اشتباه گرفته می شود. هر شفت چرخشی دارای جرمی حول محور چرخشی خود توزیع شده است و اگر این توزیع جرم کاملاً متقارن نباشد، شفت در حین چرخش نیروهای گریز از مرکز ایجاد می کند که باعث ایجاد لرزش، نویز، بارهای تحمل و در نهایت آسیب خستگی در پیشرانه می شود. هرچه سرعت کار بالاتر باشد، تعادل بحرانیتر میشود - حتی تودههای کوچک عدم تعادل نیروهای گریز از مرکز بزرگی را در RPM بالا ایجاد میکنند.
میلهای محرک در ماشینهای متعادل کننده دینامیکی متعادل میشوند که شفت را میچرخانند و نیروهای ارتعاشی ایجاد شده در دو صفحه اصلاح را به طور همزمان اندازهگیری میکنند. دستگاه اندازه و موقعیت زاویه ای عدم تعادل را در هر صفحه محاسبه می کند و تصحیح مورد نیاز را نمایش می دهد. اصلاح با اضافه کردن وزنه های تعادل (معمولاً گیره های کوچک یا راب های جوش داده شده)، حفاری یا آسیاب کردن مواد از نقاط سنگین، یا افزودن خاک رس اصلاحی برای آزمایش های اولیه انجام می شود. میلهای محرک خودرو معمولاً با ISO 1940 درجه G6.3 یا بهتر متعادل میشوند، به این معنی که عدم تعادل خاص باقیمانده کمتر از 6.3 گرم میلیمتر بر کیلوگرم جرم شفت در هر صفحه اصلاح است. شفت های پر سرعت یا دقیق به G2.5 یا G1.0 متعادل می شوند. پس از بالانس کردن، شفت مجدداً چرخانده می شود تا بررسی شود که عدم تعادل باقیمانده در حد مشخصات است قبل از اینکه به بازرسی نهایی برسد.
سازندگان شفت محرک یک استراتژی بازرسی کیفیت لایه ای را اعمال می کنند که بررسی های حین فرآیند را در هر مرحله تولید با بازرسی نهایی مونتاژ تکمیل شده ترکیب می کند. جدول زیر روشهای بازرسی کلیدی مورد استفاده در تولید شفت محرک و آنچه را که هر کدام تأیید میکند، خلاصه میکند:
| روش بازرسی | آنچه را بررسی می کند | مرحله اعمال شد |
| بازرسی ابعادی CMM | تمام قطرهای بحرانی، طول ها، ویژگی های GD&T | پس از ماشینکاری، نهایی |
| اندازه گیری خروجی (TIR) | راستی و تمرکز محوری | پس از صاف کردن، نهایی |
| تست سختی (راکول) | سختی سطح و هسته پس از عملیات حرارتی | عملیات پس از حرارت |
| بازرسی ذرات مغناطیسی (MPI) | ترک های سطحی و نزدیک به سطح، عیوب جوش | پس از جوش، پس از سنگ زنی، نهایی |
| تست اولتراسونیک (UT) | عیوب داخلی، یکپارچگی جوش، عیوب مواد | پس از جوش، کاربردهای حیاتی |
| تست تعادل پویا | عدم تعادل باقیمانده در دو صفحه اصلاح | پس از مونتاژ، نهایی |
| تست خستگی پیچشی | عمر شفت تحت بارگذاری چرخه ای گشتاور | توسعه، ممیزی دوره ای تولید |
| اندازه گیری زبری سطح | Ra و Rz ژورنال های بلبرینگ و سطوح آب بندی | پس از سنگ زنی، نهایی |
| بازرسی پروفایل Spline | مشخصات دندان اسپلاین، لید، گام، و کلاس فیت | عملیات پس از اسپلاین، نهایی |
در حالی که فرآیندهای ساخت اصلی در بین کاربردها مشابه هستند، تولید شفت محرک به طور قابل توجهی بسته به صنعت و الزامات عملکرد خاص مربوطه متفاوت است.
تولید میل محرک خودروهای سواری و کامیون های سبک با حجم بالا، کنترل هزینه دقیق و استانداردهای دقیق کیفیت OEM مشخص می شود. خطوط تولید برای میلهای پایه خودرو معمولاً از جوشکاری اصطکاکی خودکار یوغهای فورج شده به لولههای فولادی DOM، ماشینهای متعادل کننده CNC ادغام شده در خط و آزمایش 100% پایان خط از جمله تأیید ابعاد، بررسی یکپارچگی جوش و تأیید تعادل دینامیکی استفاده میکنند. مجموعههای اتصالی با سرعت ثابت (CV) برای محورهای محور چرخهای جلو شامل سنگزنی دقیق مسیرهای توپ، عملیات حرارتی کنترلشده مسابقات داخلی و خارجی، و مونتاژ اتاق تمیز برای جلوگیری از آلودگی مفصل پر از گریس است. سازندگان میل محرک خودرو باید استانداردهای مدیریت کیفیت IATF 16949 را رعایت کنند و PPAP (فرآیندهای تایید بخش تولید) را قبل از راه اندازی تولید به مشتریان OEM ارسال کنند.
تولید شفت محرک صنعتی برای گیربکس ها، پمپ ها، کمپرسورها و ماشین آلات سنگین معمولاً شامل حجم کمتر، اندازه شفت بزرگتر و ضخامت بخش سنگین تر از کار خودرو است. شفت ها اغلب از استوک میله های جامد به جای لوله تراشیده می شوند و عملیات ماشینکاری شامل برش های خشن سنگین و به دنبال آن تراشکاری نیمه تمام و پایانی، سنگ زنی و فرزکاری یا فرز کردن راه کلید است. شفتهای صنعتی بزرگتر قبل از ماشینکاری نرمال یا آنیل میشوند تا تنشهای آهنگری یا نورد کاهش یابد، سپس خاموش و به خواص نهایی تبدیل میشوند. پوشش تست غیر مخرب معمولاً در شفتهای صنعتی گستردهتر است - بازرسی 100% اولتراسونیک از مواد خام و بازرسی ذرات مغناطیسی سطوح نهایی برای کاربردهای حیاتی مانند شفتهای خروجی گیربکس در توربینهای بادی یا سیستمهای نیروی محرکه دریایی رایج است.
تولید میل محرک هوافضا - برای روتورهای دم هلیکوپتر، درایوهای لوازم جانبی هواپیما و سیستمهای محرک - به بالاترین دقت، قابلیت ردیابی مواد و مستندات فرآیندی از هر کاربرد محور محرک نیاز دارد. مواد معمولاً فولاد 4340M (VAR - ذوب مجدد قوس خلاء)، آلیاژ تیتانیوم (Ti-6Al-4V) یا CFRP درجه هوافضا هستند. هر مقدار ماده در گواهی مذاب و سوابق آزمایش مکانیکی آن قابل ردیابی است. تمام عملیات ماشینکاری، عملیات حرارتی و عملیات سطحی برای فرآیندهای کنترل شده و واجد شرایط با سوابق کامل برای طول عمر هواپیما انجام می شود. بازرسی NDT شامل بازرسی نافذ فلورسنت (FPI) تمام سطوح، بازرسی اولتراسونیک آهنگری و تأیید ابعاد بر روی CMM با کالیبراسیون قابل ردیابی مطابق با استانداردهای ملی است. شفتهای هوافضای تمامشده قبل از پذیرش تحت آزمایش گشتاور اثباتی قرار میگیرند، و شفتهای حیاتی پرواز ممکن است برای تأیید یکپارچگی ساختار به آزمایش چرخش در سرعت عملیاتی نیاز داشته باشند.
درک متداول ترین حالت های خرابی در تولید شفت محرک به سازندگان کمک می کند تا اقدامات پیشگیرانه هدفمند را در مراحل صحیح فرآیند اجرا کنند.
فرآیند تولید منظم شفت محرک - با کنترلهای واضح فرآیند، اندازهگیری در حین فرآیند و آزمایش تأیید نهایی - چیزی است که میلهای محرکی را که صدها هزار کیلومتر خدمات قابل اعتماد ارائه میکنند را از آنهایی که بازده گارانتی، شکایات NVH و خرابیهای میدانی ایجاد میکنند، جدا میکند. سرمایه گذاری روی قابلیت فرآیند در هر مرحله تولید همیشه مقرون به صرفه تر از کشف عیوب در بازرسی نهایی یا بدتر از آن در میدان است.
فنگلان است تولید کننده قطعات دقیق الکتریکی در چین، تولید کنندگان قطعات دقیق خودرو و تامین کنندگان قطعات دقیق صنعتی. شریک قابل اعتماد شما در تولید قطعات و قطعات از سال 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: شماره 60، جاده Zhuanghe شرقی، شهر چونجیانگ، روستای وی، منطقه Xinbei، شهر چانگژو، چین
Add: شماره 60، جاده Zhuanghe شرقی، شهر چونجیانگ، روستای وی، منطقه Xinbei، شهر چانگژو، چین  حریم خصوصی
حریم خصوصی



 +86-13861233850
+86-13861233850  17-09-2025
17-09-2025 






